
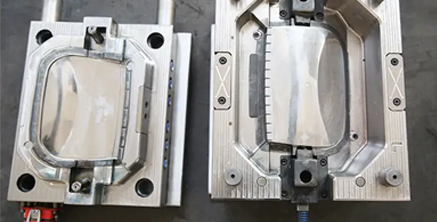
注塑模具澆注系統(tǒng)指的是塑料熔融體從注射機的噴嘴出來后,到達模腔前在注塑模具中所流經(jīng)的通道。澆注系統(tǒng)在模具幾大系統(tǒng)中最為重要。一般而言,注塑件尺寸大或者肉厚往往需要將澆道變粗。
注塑成型模具排氣口應(yīng)設(shè)置在靠近熔接發(fā)生位置、最終填充部位、流道中間等位置。在實踐操作中,也有采用進行一次試生產(chǎn)后決定詳細設(shè)定位置的方法。
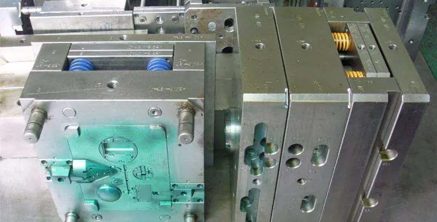
注塑成型模具柱的屈曲指的是由于力作用于柱的頂端,難以僅僅依靠彎曲應(yīng)力或壓縮應(yīng)力予以解釋的現(xiàn)象而損壞。這些圓柱形或者棱形的模具配件有支撐柱、頂出銷、直推管、斜頂桿等。
注塑模具采用鋼制頂出銷可以安全且輕松地取出成型產(chǎn)品,避免人工手動取出成型產(chǎn)品存在導(dǎo)致燙傷的風險。另外,由于樹脂的成型收縮,成型產(chǎn)品可能會被收縮力牢固固定在模具可動側(cè),因此需要以比收縮力更大的力取出成型產(chǎn)品。所以說,頂出銷是注塑模具的基礎(chǔ)部件。
2022年12月31日,在這美好的日子里,全體范仕達人如約而至,共聚一堂。歌聲裊裊辭舊歲,舞姿翩翩賀新年。范仕達2022年度盛典暨頒獎典禮,就在一片歡聲笑語中拉開帷幕。

注塑模具注塑成型保壓工序是用于補償隨著冷卻的進行而減小的樹脂體積。以填充速度填充到85~95%,然后切換為保壓。保壓過度則會導(dǎo)致過度填充、毛刺或變形、脫模不良。通常設(shè)定為以2檔壓力保壓。

由于注塑模具結(jié)構(gòu)、產(chǎn)品尺寸、成型機選型、樹脂流動的難易程度等多種因素的影響,很難從一開始就確定計量值和填充速度。必須避免因過度填充而導(dǎo)致?lián)p壞注塑模具。
在注塑模具設(shè)計和制造領(lǐng)域,標準化的普及速度要快于其他機械設(shè)計和制造領(lǐng)域。范仕達在其中也發(fā)揮了作用,在此,我想先對設(shè)計和制造標準化的利弊做一個對比介紹。
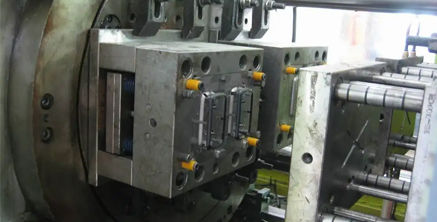
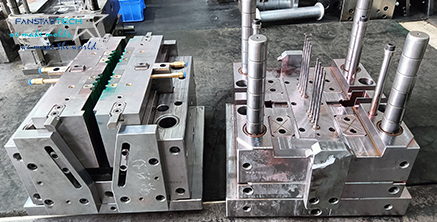
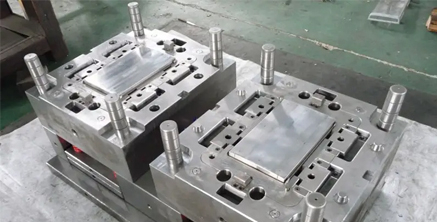
注塑模具由動模和定模兩部分組成,動模安裝在注射成型機的移動模板上,定模安裝在注射成型機的固定模板上。 注射模具在工作過程中,固定和移動模具可能發(fā)生偏移,最終導(dǎo)致導(dǎo)柱表面粗糙和損壞。當情況嚴重時,導(dǎo)柱會彎曲或切斷,甚至無法打開模具。
新型注塑成型耐高溫材料PEEK是具有特性的是結(jié)晶型聚合物,熔點為334℃,可在220℃下連續(xù)使用,加入30%玻璃纖維增強后,可在310℃下連續(xù)使用。下面小編將從其物化性能、注塑工藝以及主要特征作詳細介紹。
部分注塑模具成型制品脆性是由內(nèi)應(yīng)力引起的,一般來說,成型制品發(fā)脆通常都是注塑模具、設(shè)備、工藝以及注塑成品設(shè)計中某一個環(huán)節(jié)出了問題。比如選擇設(shè)計良好的螺桿,使塑化時溫度分配更加均勻;如果材料溫度不均,在局部容易積聚過多熱量,導(dǎo)致材料的降解。下面就針對各個環(huán)節(jié)做詳細的分析。
注塑模具先慢后快注射,即注射到某個設(shè)定的位置時轉(zhuǎn)入二級快速注射,兩者切換點的位置通常設(shè)在剛開始射入型腔時的充填前期。下面小編將詳細介紹注塑模具先慢后快注射法及其應(yīng)用。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢




